Plastic Injection Molding Process Parameters
A comprehensive guide to understanding, selecting, and optimizing parameters for successful plastic injection molding operations, ensuring product quality, efficiency, and cost-effectiveness.
Contents
Factors Influencing Injection Molding Process Parameter Settings
The settings of parameters in plastic injection molding are not arbitrary; they are influenced by a complex interplay of various factors that must be carefully considered to achieve optimal results—including balancing quality and efficiency while managing injection molding cost. Understanding these factors is crucial for anyone involved in plastic injection molding, as they directly determine whether production remains cost-effective alongside meeting quality and efficiency targets.

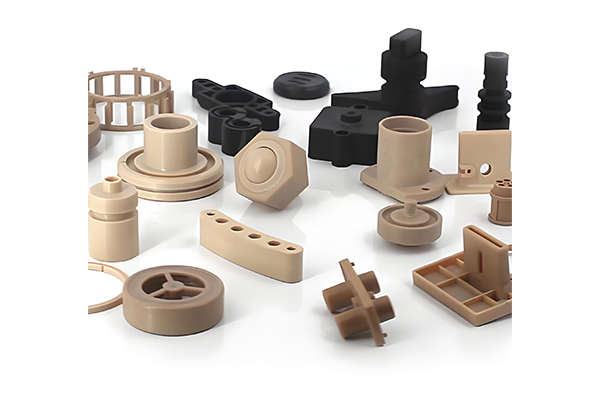
Material Properties
One of the most significant factors influencing parameter settings in plastic injection molding is the type of material being used. Different polymers have distinct characteristics that demand specific processing conditions.
For example, thermoplastic materials, which can be melted and reshaped multiple times, require different temperature profiles compared to thermosetting plastics, which undergo a chemical change during molding and cannot be reprocessed. The melt flow index (MFI) of the material directly affects injection speed and pressure settings in plastic injection molding.
Materials with high viscosity require higher injection pressures, while those with lower viscosity may need slower injection speeds to prevent defects like flash. Additionally, materials with high shrinkage rates will influence cooling time and packing pressure parameters in plastic injection molding processes.
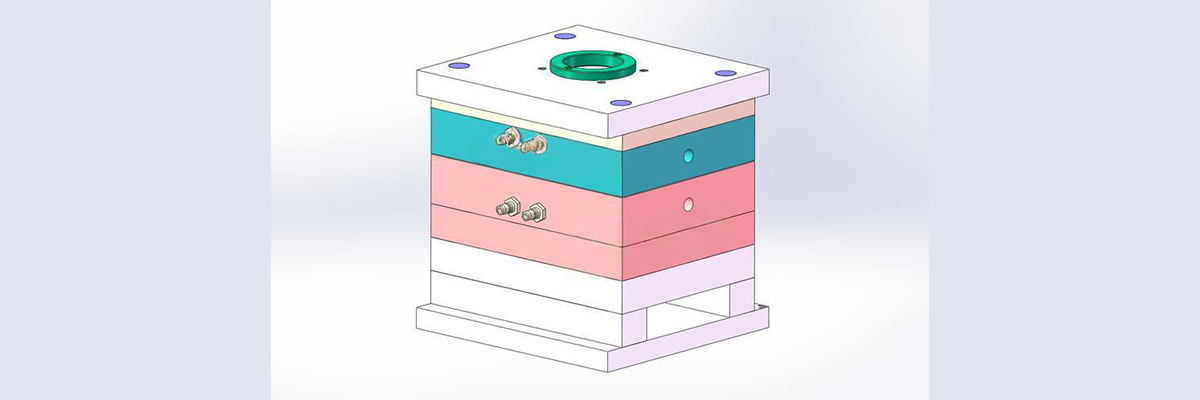
Mold Design and Geometry
The design of the mold plays a pivotal role in determining appropriate plastic injection molding parameters. Mold complexity, gate design, runner system, cooling channel layout, and part geometry all influence parameter settings.
Parts with thin walls require higher injection pressures and faster fill rates to ensure complete mold filling before the material solidifies. Conversely, thick-walled parts may need slower injection speeds and longer cooling times. The number of cavities in the mold affects the distribution of pressure and may require adjustments to ensure uniform filling across all cavities in plastic injection molding.
The type and location of gates also impact parameter settings. For example, hot runner systems allow for different temperature and pressure profiles compared to cold runner systems in plastic injection molding operations.

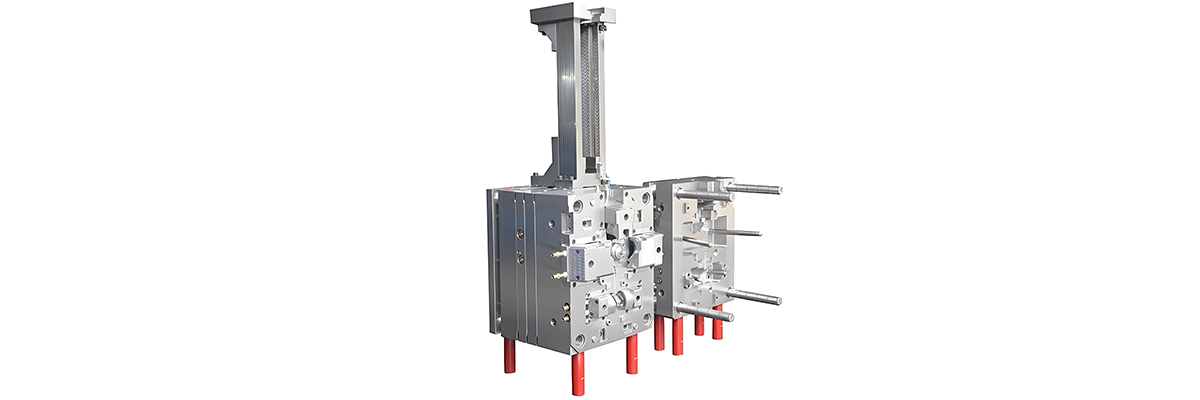
Machine Capabilities
The specifications and capabilities of the plastic injection molding machine itself significantly influence parameter settings. Each machine has limits on clamping force, injection pressure, shot size, and temperature control that must be respected.
Machines with higher clamping force can handle larger molds and more complex parts but may require different pressure settings. The screw design and diameter affect material plasticization and injection rates, which in turn influence parameters like back pressure and screw speed in plastic injection molding.
Older machines may have less precise temperature control or slower response times, necessitating adjustments to parameters compared to newer, more advanced equipment in plastic injection molding facilities.
Part Requirements and Quality Standards
The specific requirements of the finished part heavily influence plastic injection molding parameters. Parts requiring tight dimensional tolerances will need more precise control of parameters like temperature and pressure.
Surface finish requirements can affect parameters such as mold temperature and injection speed. High-gloss surfaces may demand higher mold temperatures and slower fill rates to prevent flow marks. Structural parts that need to withstand specific mechanical stresses may require adjustments to packing pressure and cooling time to ensure proper molecular orientation and density in plastic injection molding.
Industry-specific quality standards, such as those in automotive or medical applications, often dictate stricter parameter controls and documentation requirements in plastic injection molding processes.
Key Consideration
All these factors are interconnected in plastic injection molding. Changing one factor, such as material type, often necessitates adjustments to multiple parameters. Experienced molders understand these relationships and can make informed decisions when setting up a new plastic injection molding process or troubleshooting existing issues.Optical Transceiver.
The selection and setting of parameters in plastic injection molding is a systematic process that requires technical knowledge, experience, and often some degree of experimentation. This process—when paired with design for injection molding (which optimizes part geometry to avoid common defects like warpage or sink marks)—ensures that the molten plastic is properly formed into the desired part with minimal defects. Each parameter in plastic injection molding interacts with others, making it essential to understand their individual roles and collective impact (and how they complement design choices).
Temperature Parameters
Barrel Temperature
Barrel temperature settings in plastic injection molding are critical for proper material plasticization. These are typically set in zones, increasing from the feed throat to the nozzle. The optimal temperature varies by material but must be high enough to melt the plastic completely without causing degradation. For example, polyethylene may require temperatures between 180-240°C, while engineering resins like PEEK can need temperatures exceeding 350°C in plastic injection molding processes.
Mold Temperature
Mold temperature control is vital for determining the cooling rate and surface quality in plastic injection molding. Higher mold temperatures slow cooling, allowing for better surface finish and reduced internal stresses but increasing cycle time. Lower temperatures speed cooling but may result in poorer surface quality. Mold temperature is typically controlled using water or oil circulation systems, with settings ranging from ambient to over 150°C depending on the material and part requirements in plastic injection molding.
Nozzle Temperature
The nozzle temperature in plastic injection molding is usually set slightly higher than the front zone of the barrel to prevent material freezing at the nozzle tip. However, it must not be so high that it causes material degradation or drooling. Proper nozzle temperature ensures a consistent flow of molten plastic into the mold during the injection phase of plastic injection molding.
Pressure Parameters
Injection Pressure
Injection pressure is the force applied to move the screw forward, pushing molten plastic into the mold cavity in plastic injection molding. It must be sufficient to overcome the resistance of the molten plastic flowing through the nozzle, runners, gates, and into the mold cavities. Settings typically range from 500 to 2000 bar, depending on material viscosity, part thickness, and mold complexity. Higher pressures can help fill intricate details but may cause flash or increase stress in the final part in plastic injection molding.
Packing Pressure
Packing pressure is applied after the mold cavity is filled to compensate for material shrinkage in plastic injection molding. It ensures that additional material is packed into the cavity as the plastic begins to cool and contract. Packing pressure is typically set lower than injection pressure, often between 50-80% of the injection pressure. The duration of packing pressure application is also critical, as it must be maintained until the gate freezes off to prevent backflow in plastic injection molding processes.
Back Pressure
Back pressure is the resistance applied to the screw during the plasticizing phase of plastic injection molding. It is set by adjusting the hydraulic pressure opposing the screw's rotation and backward movement as it accumulates molten plastic. Back pressure helps to homogenize the melt, remove entrapped air, and improve melt consistency. Typical settings range from 2 to 20 bar, with higher values used for materials requiring better mixing or those prone to trapping air in plastic injection molding.
Time Parameters
Injection Time
Injection time is the duration required to fill the mold cavity with molten plastic in plastic injection molding. It is closely related to injection speed and part volume. Proper injection time ensures complete filling without excessive pressure. Too short an injection time may require excessively high pressures, while too long can result in premature cooling and incomplete filling. Injection time is typically measured in seconds and can range from fractions of a second for small parts to several seconds for large or complex components in plastic injection molding.
Packing Time
Packing time is the duration that packing pressure is maintained after the mold is filled in plastic injection molding. It must be sufficient to allow the gate to freeze, preventing material from flowing back out of the cavity. The optimal packing time depends on material properties, part thickness, and mold temperature. Insufficient packing time can result in sink marks and excessive shrinkage, while excessive packing time increases cycle time unnecessarily in plastic injection molding processes.
Cooling Time
Cooling time is the period after packing is complete during which the plastic part solidifies sufficiently to be ejected from the mold without deformation in plastic injection molding. It typically constitutes the largest portion of the total cycle time. Cooling time is influenced by part thickness, material thermal properties, and mold temperature. While longer cooling times generally improve dimensional stability, they also reduce production efficiency. Optimizing cooling time is therefore crucial for balancing quality and productivity in plastic injection molding.
Speed Parameters
Injection Speed
Injection speed refers to how fast the screw moves forward during the injection phase of plastic injection molding. It is often controlled in multiple stages to optimize filling. Fast injection speeds can improve surface finish and reduce flow marks but may cause issues like jetting, burn marks from air entrapment, or flash. Slow speeds may result in incomplete filling or excessive cooling before the mold is full. Injection speed is typically measured in mm/s and can range from 10 to over 200 mm/s depending on the application in plastic injection molding.
Screw Speed
Screw speed during plasticization determines how quickly material is melted and prepared for the next shot in plastic injection molding. It is measured in revolutions per minute (RPM) and typically ranges from 50 to 200 RPM. Higher screw speeds can reduce plasticizing time but may generate excessive shear heat, potentially degrading heat-sensitive materials. Lower speeds may improve melt quality for sensitive materials but increase cycle time. The optimal screw speed in plastic injection molding depends on the material's shear sensitivity and the desired melt quality.
Parameter Setting Process
Setting these parameters in plastic injection molding is rarely a one-step process. It typically involves starting with recommended settings based on material data sheets and mold specifications, then fine-tuning through trial runs. This iterative process may involve adjusting one parameter at a time while monitoring the results, as changing multiple parameters simultaneously can make it difficult to identify their individual effects on the plastic injection molding process and final part quality.
Achieving optimal parameter settings in plastic injection molding is the ultimate goal for manufacturers seeking to balance quality, productivity, and cost-efficiency—this is particularly true for custom plastic injection molding, where one-size-fits-all parameters fail to address the unique demands of non-standard parts. Optimal settings minimize defects, reduce cycle times, and ensure consistent part quality across production runs. The process of determining these optimal parameters involves scientific methodology, data analysis, and often advanced technologies in plastic injection molding, with custom projects requiring parameter fine-tuning tailored to each unique part design.
Scientific Molding Approach
The scientific molding approach, also known as Decoupled Molding, provides a systematic method for determining optimal parameters in plastic injection molding. This methodology focuses on understanding the relationship between material behavior and process parameters rather than relying solely on experience or trial-and-error.
Key Principles of Scientific Molding:
- Establishing a consistent melt temperature and viscosity before injection
- Separating the filling and packing phases to control each independently
- Using pressure profiling to optimize packing without overpacking
- Defining a process window rather than fixed parameters
- Documenting and controlling critical process variables
Process Window Development
A critical aspect of determining optimal parameters in plastic injection molding is developing a process window—range of parameter settings that produce acceptable parts. This involves identifying the minimum and maximum values for each critical parameter where part quality remains within specification.
Steps in Developing a Process Window:
-
1
Identify Critical Parameters
Determine which parameters have the most significant impact on part quality in your specific plastic injection molding application.
-
2
Establish Baseline Settings
Start with initial parameters based on material recommendations and mold design for plastic injection molding.
-
3
Perform Parameter Sweeps
Systematically vary one parameter at a time while keeping others constant to determine its impact on part quality in plastic injection molding.
-
4
Define Acceptance Criteria
Establish clear quality standards for evaluating parts produced during parameter sweeps in plastic injection molding.
-
5
Determine Optimal Ranges
Identify the range for each parameter where parts meet all quality criteria in plastic injection molding.
-
6
Validate the Process Window
Run production trials at various points within the established ranges to confirm consistent quality in plastic injection molding.
Advanced Optimization Techniques
Design of Experiments (DOE)
DOE is a statistical method used to systematically investigate the effects of multiple parameters simultaneously in plastic injection molding. By designing a set of experiments where parameters are varied according to a specific plan, manufacturers can identify interactions between parameters and determine optimal settings with fewer trials than traditional methods. DOE software helps analyze the results and predict the best parameter combinations for plastic injection molding processes.
Process Simulation
Advanced computer-aided engineering (CAE) software allows simulation of the plastic injection molding process before physical trials. These simulations can predict fill patterns, pressure distribution, temperature profiles, and potential defects like air traps or weld lines. By iterating virtually, engineers can optimize parameters and reduce the number of physical trials needed, saving time and resources in plastic injection molding development.
Adaptive Control Systems
Modern plastic injection molding machines often feature adaptive control systems that continuously monitor process variables and make real-time adjustments to maintain optimal conditions. These systems can compensate for variations in material viscosity, ambient conditions, or machine performance, ensuring consistent part quality throughout production runs. Adaptive controls use sensors and algorithms to detect deviations and adjust parameters like pressure or temperature accordingly in plastic injection molding.
Maintaining Optimal Parameters
Once optimal parameters are established for plastic injection molding, maintaining them is crucial for consistent production quality. This involves regular monitoring, documentation, and process control measures.
Key Maintenance Practices:
- Regular process audits to verify parameters remain within the established window
- Documentation of all parameter changes and their effects on quality
- Calibration of machine sensors and controls to ensure accuracy
- Training for operators on identifying parameter drift and proper adjustment procedures
- Statistical process control (SPC) to monitor variations and implement corrective actions
- Regular cleaning and maintenance of machine components affecting parameter control
Continuous Improvement
The pursuit of optimal parameters in plastic injection molding is an ongoing process. Even after establishing a stable process, manufacturers should continuously seek improvements through:
- Periodic review of parameter settings and process performance
- Exploring new technologies or methodologies for parameter optimization
- Gathering feedback from production operators and quality control
- Analyzing defect patterns to identify potential parameter adjustments
- Benchmarking against industry best practices for plastic injection molding Electronic shelf labels
By embracing this continuous improvement mindset, manufacturers can stay competitive while consistently producing high-quality parts through optimized plastic injection molding parameters.Related Hydraulic Spare Parts.