Advanced Injection Molding Technologies
Explore the most sophisticated injection molding processes that are revolutionizing manufacturing across industries. From precision components to complex geometries, these advanced techniques, including metal injection molding, deliver unparalleled quality and efficiency.
Gas-Assisted Injection Molding
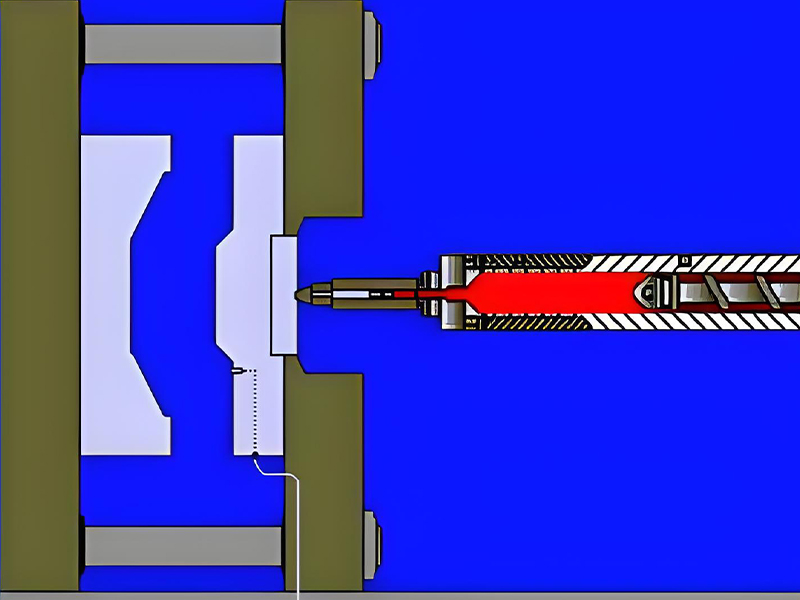
Gas-Assisted Injection Molding (GAIM) is an advanced manufacturing process that injects pressurized gas into a mold cavity during or after the plastic injection phase. Alongside processes like injection blow molding (which first injects a preform then blows it into shape for hollow containers), this technology produces parts with hollow sections, reducing material usage while maintaining structural integrity. Similar to how metal injection molding achieves complex metal components, GAIM—like injection blow molding, though with distinct gas-application methods—enables intricate plastic parts with superior strength-to-weight ratios.
The process begins with the injection of molten plastic into the mold cavity, followed by the introduction of inert gas (typically nitrogen) at high pressure. The gas displaces the molten plastic, creating hollow sections while pushing material toward the mold walls. This results in uniform pressure distribution, minimizing internal stresses and reducing warpage – a significant advantage over conventional injection molding.
In automotive applications, Gas-Assisted Injection Molding produces door handles, dashboard components, and structural parts with reduced weight and material costs. The technology is also widely used in consumer electronics for creating thin-walled, complex housings. Like metal injection molding, GAIM excels at producing consistent, high-quality parts with tight tolerances.
Key benefits include material savings of 15-30%, shorter cooling times, and improved dimensional stability. The gas channels created during the process also act as reinforcement ribs, enhancing part strength. When compared to metal injection molding, GAIM offers faster cycle times for plastic components while achieving similar levels of complexity.
Key Advantages:
Injection Compression Molding
Injection Compression Molding (ICM) combines the benefits of injection molding and compression molding, offering superior results for large, thin-walled parts with complex geometries—including those produced via silicone injection molding (a process for manufacturing silicone components that demand high flexibility and heat resistance, but often struggle with air entrapment in thin sections). This process involves injecting molten plastic (or molten silicone, for silicone injection molding) into a partially open mold, which then closes completely to compress the material into the desired shape. Much like metal injection molding achieves dense metal parts through controlled pressure, ICM uses precise compression to eliminate air traps and ensure uniform density—addressing a key pain point in silicone injection molding where thin-walled silicone parts are prone to porosity from trapped air.
The ICM process begins with the mold opening to a predetermined distance, typically 10-30% of the final part thickness. Molten plastic is injected into this partially open cavity at lower pressure than conventional injection molding. As injection nears completion, the mold closes under controlled pressure, compressing the material to fill the cavity completely. This two-stage process reduces internal stresses and orientation in the finished part.
Automotive lighting components, optical lenses, and large electronic housings frequently utilize Injection Compression Molding for its ability to produce parts with exceptional surface quality and dimensional accuracy. The process is particularly valuable for manufacturing parts that require optical clarity, as it minimizes flow lines and birefringence. When compared to metal injection molding, ICM offers similar advantages in terms of material utilization and part consistency, though for plastic rather than metal components.
ICM reduces the clamping force required compared to conventional injection molding, allowing manufacturers to produce larger parts on smaller machines. The process also enables thinner wall sections while maintaining structural integrity. Like metal injection molding, ICM excels at producing complex shapes with tight tolerances, making it a preferred choice for high-precision applications across various industries.
Applications:

Microcellular Foam Injection Molding
Microcellular Foam Injection Molding (MFIM) is an innovative technology that produces plastic parts with a cellular structure containing millions of tiny bubbles (typically 10-100 μm in diameter). This process introduces a supercritical fluid (usually nitrogen or carbon dioxide) into the molten plastic, creating a homogeneous solution that expands into a foam structure during molding. While distinct from metal injection molding, both processes optimize material usage while maintaining structural performance.Optical Transceiver.
The MFIM (Microcellular Foam Injection Molding) process—often integrated with rapid injection molding (a fast-production for prototype verification or small-batch manufacturing) to balance speed and part performance—involves several key stages: gas dissolution, where the supercritical fluid is mixed with the polymer to form a single-phase solution; cell nucleation, where pressure drop causes the gas to come out of solution and form tiny bubbles; cell growth, where these bubbles expand as the material fills the mold (cutting down on injection pressure and cycle time to fit rapid injection molding’s timeline); and cell stabilization, where cooling solidifies the polymer matrix around the bubbles. For rapid injection molding applications like automotive prototype parts or consumer electronics components, MFIM’s ability to speed up filling and cooling ensures timely delivery without compromising part quality.
This technology offers significant weight reduction (typically 10-30%) while maintaining mechanical properties comparable to solid plastic parts. The cellular structure also provides excellent insulation properties and reduces residual stresses, minimizing warpage. In contrast to metal injection molding, which focuses on material density and structural strength, MFIM prioritizes weight reduction and material efficiency.
Microcellular Foam Injection Molding is widely used in the automotive industry for interior components, reducing vehicle weight and improving fuel efficiency. It's also popular in consumer electronics for creating lightweight, rigid housings. The process enables faster cooling times and lower clamping forces, reducing energy consumption during manufacturing. Like metal injection molding, MFIM continues to evolve, with new applications emerging in medical devices and aerospace components.
Technical Advantages:
Thin-Wall Injection Molding
Thin-Wall Injection Molding specializes in producing plastic parts with very thin cross-sections (typically 0.25-1.5 mm) while maintaining structural integrity and dimensional accuracy. This demanding process requires precise control over all parameters, including material selection, mold design, injection speed, and cooling. While different in material focus from metal injection molding, both processes demand exceptional precision and process control.
Success in Thin-Wall Injection Molding—even in scenarios like low volume injection molding (used for prototypes, small-batch custom parts, or limited-run orders)—depends on several critical factors: high-speed injection (often exceeding 500 mm/sec) to fill the mold before material solidification, optimized gate design to ensure uniform flow, and advanced cooling systems with conformal cooling channels to manage heat dissipation. For low volume injection molding of thin-wall components, these factors remain non-negotiable: high-speed injection still prevents premature solidification, while optimized gates reduce material waste (critical for small-batch cost control). The materials used typically have high melt flow rates to facilitate rapid filling of thin sections, regardless of production volume.
The packaging industry extensively uses thin-wall molding for containers, trays, and lids that require lightweight construction and material efficiency. Electronics manufacturers utilize the process for creating slim device housings and components. Unlike metal injection molding, which often focuses on structural components, thin-wall plastic molding prioritizes weight reduction and space efficiency while maintaining functionality.
The economic benefits of Thin-Wall Injection Molding include reduced material usage, shorter cycle times (often under 10 seconds), and higher productivity. These advantages make it ideal for high-volume production runs. Technical challenges include maintaining dimensional stability in thin sections, preventing part warpage, and ensuring complete mold filling. Like metal injection molding, thin-wall molding pushes the boundaries of what's possible in manufacturing, enabling products that combine functionality with material efficiency.
Advancements in mold technology, including 3D-printed conformal cooling channels, have significantly improved the capabilities of thin-wall molding. These innovations allow for more complex geometries and tighter tolerances, expanding the application range of the process. As with metal injection molding, ongoing research and development continue to enhance process capabilities and material options for thin-wall applications.
Multi-Color/Multi-Material Injection Molding
Multi-Color/Multi-Material Injection Molding – a pivotal technology for automotive injection molding – enables the production of complex parts that combine different colors, materials, or both in a single manufacturing process. This makes it particularly well-suited for crafting automotive components like integrated interior panels and multi-functional sensor housings. Beyond simplifying production, the technology eliminates the need for secondary assembly operations: it cuts production time and costs while boosting part integrity, which is critical for automotive injection molding (where consistency and efficiency directly influence vehicle production cycles). While metal injection molding typically focuses on single materials (often for high-strength automotive structural parts or precision hardware), multi-material molding achieves functional integration through material combination – further expanding its utility in the automotive injection molding space.
There are several techniques for achieving multi-color/multi-material parts, including:
- Overmolding: A base material is molded first, then a second material is injected over it
- Two-shot molding: Uses a rotating mold to inject different materials in sequence
- Co-injection: Two materials are injected simultaneously through the same gate
- Insert molding: Pre-formed components (often metal) are placed in the mold before injection
This versatile process is widely used in consumer products, automotive components, and medical devices. Examples include tool handles with soft-grip overmolding, automotive dashboard components combining rigid structural elements with flexible seals, and electronic devices with color-coded functional areas. Unlike metal injection molding, which excels at complex metal geometries, multi-material molding creates value through combining different material properties.
Multi-Color/Multi-Material Injection Molding requires specialized machinery and mold designs but delivers significant benefits in terms of part integration, reduced assembly, and enhanced functionality. The ability to combine rigid and flexible materials, different colors, or even conductive and insulating materials opens up new design possibilities. Like metal injection molding, this process continues to evolve, with advancements enabling more complex material combinations and tighter integration of functional features.
In medical applications, multi-material molding creates devices with both rigid structural components and soft, biocompatible surfaces. The automotive industry uses the technology to integrate seals, gaskets, and functional features directly into larger components. As with metal injection molding, material compatibility and process control are critical factors in achieving high-quality multi-material parts.
Thermoset Injection Molding
Thermoset Injection Molding, used in applications like medical injection molding, processes polymeric materials that undergo a chemical curing reaction during molding, resulting in cross-linked molecular structures that cannot be re-melted or reshaped. This distinguishes thermoset materials from thermoplastics, which soften when heated. While different in material behavior from metal injection molding, both processes create parts with excellent dimensional stability and heat resistance.
The process begins with heating the thermoset material (typically in pellet or granular form) to a molten state, though at lower temperatures than thermoplastics. The material is then injected into a heated mold cavity, where it undergoes polymerization (curing) triggered by heat and pressure. This chemical reaction transforms the material into a rigid, infusible state. Once cured, the part is ejected from the mold, maintaining its shape even at elevated temperatures.
Thermoset Injection Molding produces parts with exceptional heat resistance, chemical resistance, and dimensional stability under varying environmental conditions. These properties make thermoset components ideal for electrical insulation, automotive under-the-hood applications, and industrial components exposed to harsh environments. Unlike metal injection molding, which creates parts with high mechanical strength, thermoset molding excels in applications requiring thermal stability and electrical insulation.
Common thermoset materials include phenolics, epoxies, polyurethanes, and melamine formaldehydes. Each material offers specific properties, from flame resistance to electrical insulation, expanding the application range of thermoset molding. The process requires precise control over temperature, pressure, and curing time to ensure proper cross-linking and avoid defects. Like metal injection molding, thermoset molding demands careful process optimization to achieve consistent part quality.
Recent advancements in thermoset materials and molding technology have expanded the capabilities of Thermoset Injection Molding, enabling more complex geometries and faster cycle times. These improvements have made thermoset components competitive with metal parts in certain applications, offering weight reduction without sacrificing performance. As with metal injection molding, sustainability has become a focus in thermoset processing, with developments in bio-based materials and recycling techniques for cured thermosets.Electronic shelf labels.
Thermoset vs. Thermoplastic Properties:
| Property | Thermoset | Thermoplastic |
|---|---|---|
| Heat Resistance | Excellent | Limited |
| Chemical Resistance | Very Good | Variable |
| Recyclability | Limited | Good |
| Mechanical Properties | Stiff, Rigid | Variable (can be flexible) |
Specialized Injection Molding Technologies Comparison
Each advanced injection molding process offers unique advantages, making them suitable for different applications. While metal injection molding addresses metal component manufacturing, these plastic-focused processes provide solutions for diverse industry needs.Related Hydraulic Spare Parts.
| Technology | Primary Advantage | Typical Applications | Material Savings | Complexity Level |
|---|---|---|---|---|
| Gas-Assisted Injection Molding | Hollow sections with structural strength | Automotive parts, furniture | 15-30% | Medium-High |
| Injection Compression Molding | Optical clarity, large thin parts | Lenses, automotive lighting | 5-15% | High |
| Microcellular Foam Injection Molding | Weight reduction, material efficiency | Electronics, automotive | 10-30% | Medium |
| Thin-Wall Injection Molding | Space efficiency, rapid production | Packaging, consumer electronics | 20-50% | High |
| Multi-Color/Multi-Material Injection Molding | Functional integration, part consolidation | Consumer products, medical devices | 10-20% (through part integration) | Very High |
| Thermoset Injection Molding | Heat resistance, dimensional stability | Electrical components, industrial parts | 5-10% | Medium |
| Metal Injection Molding | Complex metal parts with high density | Medical devices, aerospace components | 15-40% | Very High |