Injection Molded Plastic Defects: Analysis and Resolution
A comprehensive guide to identifying, analyzing, and resolving quality issues in injection molded plastic components, ensuring optimal production efficiency and product performance.

Quality Evaluation and Defect Rectification in Injection Molding
1.1 Establishing Quality Evaluation Criteria for Injection Molded Plastic
The foundation of effective quality control in injection molded plastic production lies in clearly defined evaluation criteria—criteria tailored to the close link between plastic injection molds and molded part quality. These standards must address both the condition of plastic injection molds (e.g., wear of mold cores, absence of cavity defects) and the aesthetic and functional requirements of the injection molded plastic components.
Dimensional accuracy is paramount in injection molded plastic parts, as even minor deviations can cause assembly issues in final products. Critical dimensions should be specified with tight tolerances based on functional requirements, while non-critical dimensions may allow greater leeway.
Surface finish requirements vary significantly among injection molded plastic applications. Cosmetic parts typically demand high-gloss, blemish-free surfaces, while structural components may prioritize functional characteristics over appearance. Establishing acceptable limits for surface defects like scratches, pits, or flow lines is essential.
Mechanical properties including tensile strength, impact resistance, and flexibility must be verified through standardized testing of injection molded plastic samples. These properties are often material-specific but can be influenced by molding parameters.
Key Quality Parameters for Injection Molded Plastic
1.2 Defect Identification and Classification Methods
Effective defect identification in injection molded plastic begins with systematic inspection protocols. Visual inspection remains the first line of defense, often augmented by magnification tools for detecting subtle surface imperfections.
Dimensional verification involves using precision measuring instruments such as calipers, micrometers, and coordinate measuring machines (CMM) to ensure injection molded plastic parts meet specified tolerances. Statistical process control (SPC) software can help track dimensional stability over production runs.
Functional testing evaluates how injection molded plastic components perform under intended use conditions. This may include assembly trials, pressure testing for fluid-carrying parts, or environmental testing to assess performance under temperature extremes or humidity.
Defect classification systems should categorize issues by severity (critical, major, minor) and type (surface, dimensional, structural) to prioritize resolution efforts for injection molded plastic defects.
1.3 Structured Defect Rectification Methodology
A systematic approach to defect rectification in injection molded plastic production minimizes downtime and prevents recurrence. The process begins with thorough documentation of each defect, including photographs, measurements, and occurrence patterns.
Root cause analysis techniques such as 5 Whys, fishbone diagrams, or Pareto analysis help identify the underlying causes of defects in injection molded plastic parts. This step is critical, as addressing symptoms rather than causes leads to temporary fixes and repeated issues.Optical Transceiver.
Corrective action plans should specify clear steps to resolve identified issues in injection molded plastic production. These may involve adjusting process parameters, modifying tooling, changing material specifications, or implementing operator training.
Verification and validation ensure that implemented changes effectively resolve the defects in injection molded plastic components. This includes monitoring production runs, conducting inspections, and documenting results to confirm sustained improvement.
Defect Rectification Workflow for Injection Molded Plastic
-
1
Defect Documentation
Record and categorize each defect with visual evidence and measurements
-
2
Root Cause Analysis
Identify underlying causes using systematic analytical techniques
-
3
Corrective Action Planning
Develop targeted solutions addressing identified root causes
-
4
Implementation
Execute approved changes to process, material, or tooling
-
5
Verification
Confirm defect resolution through inspection and testing
-
6
Preventive Measures
Document and standardize solutions to prevent recurrence
1.4 Statistical Process Control for Sustained Quality
Implementing statistical process control (SPC) is essential for maintaining consistent quality in injection molded plastic production. SPC involves monitoring key process parameters and product characteristics using statistical methods to detect variations before they result in defects.
Control charts are fundamental SPC tools for injection molded plastic processes, plotting process data over time to identify trends or shifts that may indicate emerging issues. Common charts include X-bar and R charts for variables data and p-charts for attribute data.
Process capability analysis (Cp and Cpk indices) quantifies the ability of injection molding processes to produce parts within specified tolerance limits. This analysis helps identify whether processes are capable of consistent quality or require improvement.
By combining SPC with regular preventive maintenance and operator training, manufacturers can achieve sustained quality in injection molded plastic production, reducing waste and improving overall efficiency.
Common Injection Molding Defects, Causes, and Improvement Strategies

2.1 Flash (Burrs)
Flash refers to excess material that escapes between mold halves or around ejector pins in injection molded plastic parts—a widely used subset of injection molded parts (all components manufactured through the injection molding process). This defect appears as thin, irregular projections along part edges or at parting lines, and is also observed in non-plastic injection molded parts, though it is most frequently addressed in plastic variants.
Common Causes
- Excessive clamping force insufficient to keep mold halves properly closed
- Too high injection pressure forcing material into mold gaps
- Mold damage or wear on parting surfaces
- Uneven mold temperature causing unequal expansion
- Material viscosity too low for processing conditions
Improvement对策
- Increase clamping force to ensure proper mold sealing
- Reduce injection pressure and/or speed
- Inspect and repair mold damage or worn surfaces
- Optimize mold temperature distribution
- Adjust material temperature to increase viscosity if appropriate
Flash in injection molded plastic not only affects part appearance but can also cause functional issues and create safety hazards from sharp edges. Addressing flash promptly prevents increased post-processing costs and potential part failures.
2.2 Short Shot
Short shot occurs when molten plastic does not completely fill the mold cavity, resulting in incomplete injection molded plastic parts. This defect ranges from minor missing details to significant portions of the part being unformed.
Common Causes
- Insufficient material being injected into the mold
- Material viscosity too high, preventing proper flow
- Injection pressure or speed too low
- Cold runner system causing material to solidify prematurely
- Blocked or restricted gates preventing proper flow
- Mold temperature too low
Improvement对策
- Increase shot size to ensure complete cavity filling
- Raise melt temperature to reduce material viscosity
- Increase injection pressure and/or speed
- Raise mold temperature to prevent premature solidification
- Clean or modify gates to improve material flow
- Optimize runner system design for better flow
Short shots in injection molded plastic parts often indicate underlying issues with material flow or processing parameters. While increasing shot size may provide a temporary solution, identifying and addressing the root cause prevents recurring problems and ensures consistent production of quality injection molded plastic components.
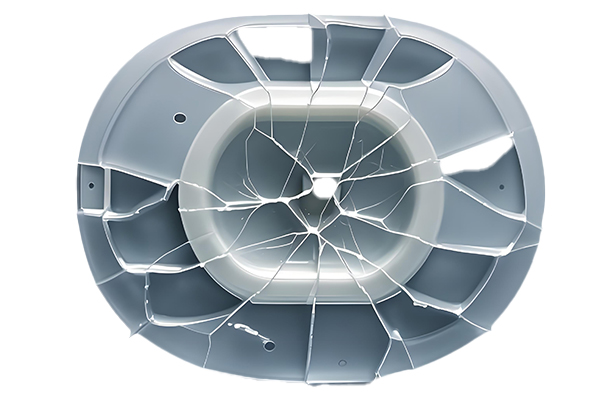
2.3 Warpage
Warpage refers to the dimensional distortion of injection molded plastic parts after ejection from the mold. This defect manifests as bending, twisting, or curling and can render parts unusable for their intended purpose.
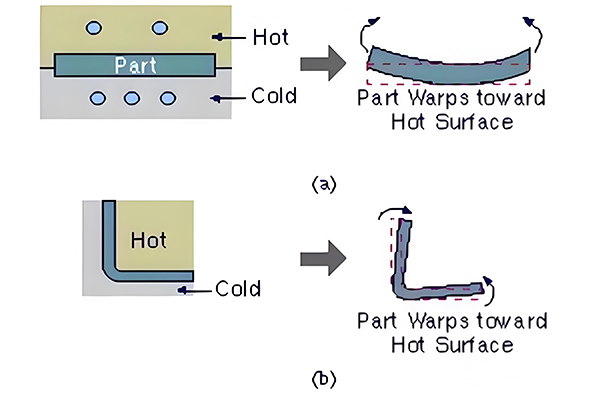
Common Causes
- Uneven cooling rates across different sections of the part
- Residual stresses from uneven molecular orientation
- Non-uniform wall thickness in part design
- Excessive packing pressure or time
- Inadequate cooling time in the mold
- Mold temperature variations
Improvement对策
- Optimize cooling system design for uniform temperature distribution
- Adjust packing pressure and time to minimize residual stress
- Ensure part design with uniform wall thickness where possible
- Implement proper annealing processes for stress relief
- Optimize mold temperature settings
- Adjust ejection timing to allow sufficient cooling
Warpage is one of the most challenging defects to address in injection molded plastic production, often requiring a combination of design modifications and process optimization. Computer-aided engineering (CAE) tools can help predict and prevent warpage by simulating cooling rates and stress distribution in injection molded plastic parts before mold fabrication.
2.4 Voids and Bubbles
Voids (internal) and bubbles (surface) are hollow spaces within injection molded plastic parts caused by trapped air or gas. These defects compromise both the appearance and structural integrity of the components.
Common Causes
- Trapped air in the mold cavity during filling
- Moisture in the plastic material vaporizing during melting
- Degradation of material releasing gaseous byproducts
- Inadequate venting in the mold design
- Excessive melt temperature causing material decomposition
- Rapid filling trapping air in thick sections
Improvement对策
- Improve mold venting in areas prone to air entrapment
- Properly dry hygroscopic materials before processing
- Reduce melt temperature to prevent material degradation
- Implement sequential filling to allow air escape
- Increase packing pressure to eliminate voids in thick sections
- Optimize injection speed profile to facilitate air evacuation
Voids and bubbles in injection molded plastic can significantly reduce part strength, particularly in load-bearing applications. Proper material handling, including drying processes for hygroscopic resins, is critical for preventing gas-related defects in injection molded plastic components. Mold design, particularly venting, also plays a crucial role in allowing air to escape during the filling phase.

2.5 Sink Marks
Sink marks are localized depressions or indentations on the surface of injection molded plastic parts, typically occurring opposite thick sections, ribs, or bosses. These defects primarily affect the aesthetic quality of parts but can sometimes indicate structural issues.
Common Causes
- Uneven cooling between thin and thick sections
- Insufficient packing pressure to compensate for shrinkage
- Excessive melt temperature increasing shrinkage
- Inadequate packing time allowing premature cooling
- Thickness variations in part design causing uneven shrinkage
- Mold temperature too high in specific areas
Improvement对策
- Increase packing pressure and extend packing time
- Reduce melt temperature to minimize shrinkage
- Optimize part design to reduce thickness variations
- Add gussets or fillets to thick sections
- Adjust mold cooling to improve heat removal from thick areas
- Use material with lower shrinkage characteristics if possible
Sink marks in injection molded plastic are often more problematic for cosmetic parts where surface appearance is critical. While process adjustments can mitigate sink marks, the most effective solutions often involve part design modifications to create more uniform wall thickness. For injection molded plastic parts with necessary thick sections, strategic placement of gates and optimization of packing parameters are essential for achieving acceptable surface quality.
Additional Common Injection Molding Defects
Flow Lines
Visible striations or lines on the surface of injection molded plastic parts, typically following the material flow path.
Key Causes:
Rapid cooling of material during flow, non-uniform mold temperature, excessive flow length.
Solutions:
Increase mold temperature, adjust injection speed profile, optimize gate location.
Burn Marks
Dark discoloration on injection molded plastic parts caused by overheating or combustion of trapped air/gas.
Key Causes:
Inadequate venting, excessive melt temperature, high injection speed trapping air.
Solutions:
Improve mold venting, reduce melt temperature, optimize filling speed.
Delamination
Layer separation in injection molded plastic parts, appearing as flakes or peeling surfaces.
Key Causes:
Contamination of material, poor bonding between material layers, excessive moisture.
Solutions:
Improve material handling, ensure proper drying, check for material contamination.
Jetting
Irregular flow patterns in injection molded plastic where material shoots into the mold cavity before spreading.
Key Causes:
Excessive injection speed, improper gate design, low mold temperature.
Solutions:
Reduce initial injection speed, modify gate design, increase mold temperature.
Silver Streaks
Shiny, streaky lines on the surface of injection molded plastic parts, often caused by gas release.
Key Causes:
Moisture in material, material degradation, excessive shear heating.
Solutions:
Properly dry material, reduce melt temperature, optimize screw design.
Black Spots
Small dark particles or specks in injection molded plastic parts caused by contamination or degradation.
Key Causes:
Contaminated material, degraded resin in the barrel, mold contamination.
Solutions:
Clean barrel and screw, improve material handling, inspect and clean mold.
Achieving Excellence in Injection Molded Plastic Quality
The successful production of high-quality injection molded plastic components requires a comprehensive understanding of both material behavior and process dynamics. By implementing systematic quality evaluation protocols and structured defect rectification methodologies, manufacturers can consistently produce injection molded plastic parts that meet or exceed customer expectations.Related Hydraulic Spare Parts.
Effective defect management in injection molded plastic production involves not just reacting to problems as they occur, but implementing preventive measures through robust process control and continuous improvement. This includes regular monitoring of key parameters, comprehensive training of personnel, and ongoing optimization of both product designs and manufacturing processes. Related Lithium ion battery.
Ultimately, the goal is to minimize variability in injection molded plastic production, ensuring that each part meets specifications consistently. By addressing the root causes of defects rather than just their symptoms, manufacturers can reduce waste, improve efficiency, and enhance the overall quality and performance of injection molded plastic components.Electronic shelf labels.